Tromlevulkaniseringsmiddel erdeNøgleudstyr i produktionen af gummiplader, transportbånd, gummigulve osv. Produktet vulkaniseres og støbes ved høj temperatur og højt tryk. Dets kernekomponenter omfatter den primære vulkaniseringstromle, trykstålbåndet, drivrullen, spænderullen osv. Stålbåndet spiller rolleninoverfører tryk og varme i vulkaniseringsprocessen og er en vigtig komponent for at sikre produktkvaliteten.
Udfældningshærdede rustfri stålbælter, der er meget udbredt i tromlevulkaniseringsmaskiner, har fremragende ydeevne: den mest repræsentative er Mingke MT1650, hvor 1650indikerer, at trækstyrken af destålis1650 N/mm²martensitisk rustfrit stålBaseret på stålbåndets tværsnitsareal kan vi beregne stålbåndets ultimative trækstyrke. Stålbåndets trækstyrke er kun en referenceværdi, og den trækkraft, det bærer, er direkte relateret til levetiden. Derudover er stålbåndets faktiske driftstid, typensaf producerede produkter og den daglige vedligeholdelse af stålbåndet er alle faktorer, der påvirker stålbåndets levetid.
Med teknologiens udvikling er MT1650 martensitisk rustfrit stål fra Mingke blevet anvendt i stor stil i tromlevulkaniseringsmaskiner, hvilket ikke blot når produktionsniveauet i Europa, men også har flere økonomiske fordele. Mingke MT1650 udfældningshærdende rustfrit stål er et lavkulstof-udfældningshærdende martensitisk rustfrit stål baseret på krom.,nikkel,kobber. Det udnytter primært sine høje styrkeegenskaber, gode korrosionsbestandighed og deformering under varmebehandling, og det opretholder en høj styrke, indtil temperaturen er omkring 316 °C. Samtidig har stålbæltet god reparationsevne.DDen detaljerede ydeevne er som følger: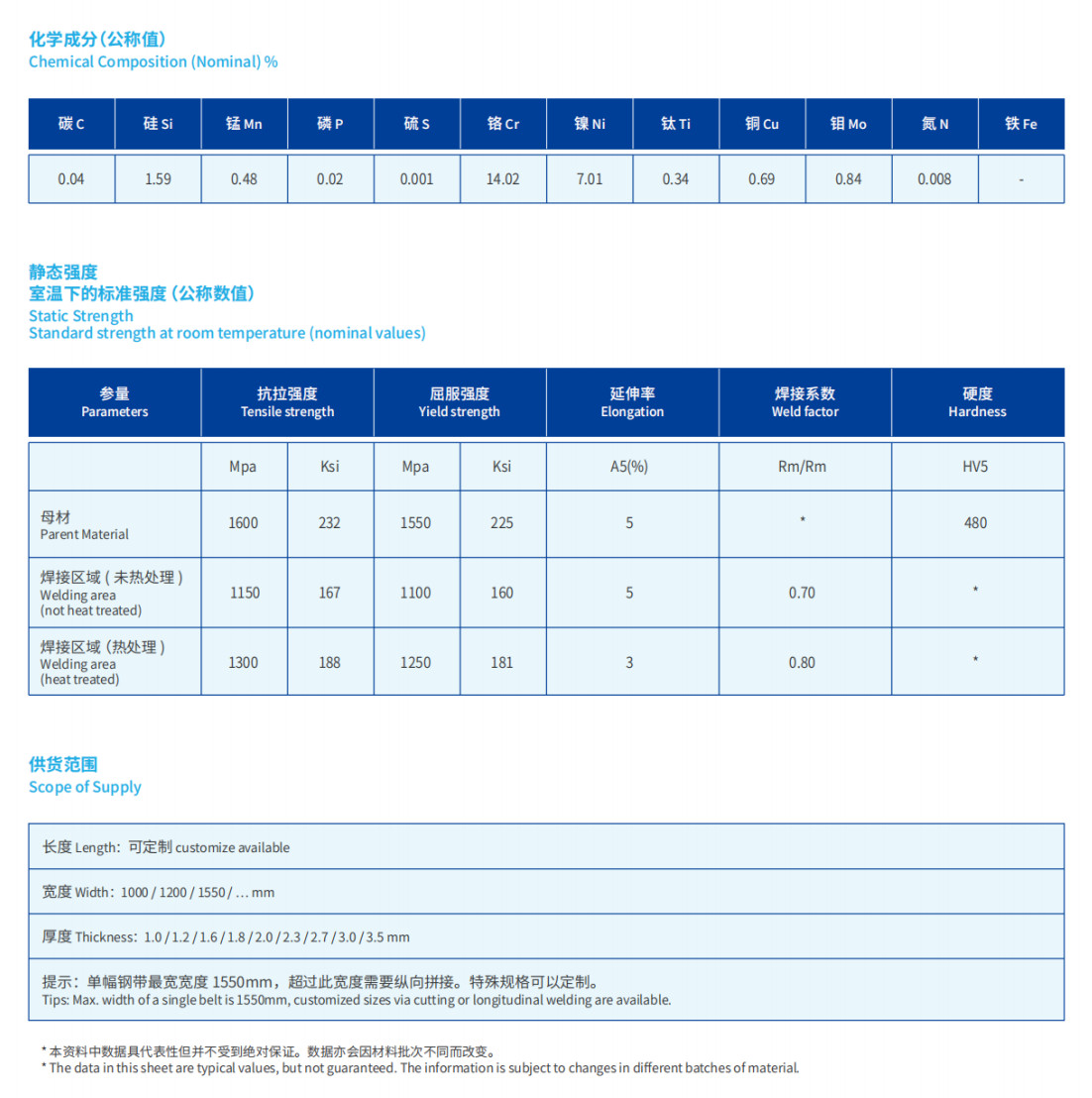
SammenlignettoTil indenlandske ståltrådsklæbende netbånd har valget af stålbånd følgende åbenlyse fordele:
1) Stålbæltet har lang levetid, høj temperaturbestandighed, er ikke let at forlænge, og vedligeholdelsen er enkel og bekvem, mens ståltrådsklæbebåndet skal limes igen på kort sigt, og båndet er let at forlænge;
2) Overfladekvaliteten af de produkter, der produceres af stålbåndet, er god, og fladhed og glathed kan opfylde de høje krav til bearbejdningsnøjagtighed;
3) Der er ingen limproces i stålbæltet, og udstyret kan grundlæggende opretholde 24 timers kontinuerlig drift med høj produktionseffektivitet;
4) Stålbåndets overflade kan opnå høj bearbejdningsnøjagtighed for at imødekomme behovene for produkter af høj kvalitet;
5) Stålbåndet er nemt at vedligeholde, og delen kan fjernes ved at grave og reparere, og udskifte den med en ny lap. Store områder kan afskæres i længderetningen og svejses sammen til en ny sektion af stålbåndet.
6) Den lille bulesaf stålbæltet anvender metoden med varmekrympning, hvilket kan forbedre fladheden betydeligt.
7) Hvis stålbåndet har langsgående deformation langs hele stålbåndet, er der ingen god vedligeholdelsesmetode. Medmindre langsgående splejsningsteknologi med kompleks proces anvendes, er omkostningerne ved en kompleks proces høje.
Hvordan bruger man stålbæltet bedre?
Brugere af stålbånd er meget bekymrede over stålbåndenes levetid. Vi har opsummeret følgende punkter relateret til stålbåndenes levetid i håb om at...hjælpdu forstår vores stålbælter bedre.
Fførst, stålbæltet vil blive udsat for for meget belastningviljepåvirke levetiden.
Hvad er den bedste belastning for stålbåndet? Jo mindre belastning stålbåndet kan tåle, desto længere er levetiden, hvilket bør kombineres med brugernes behov for at producere gummiprodukter. Generelt set, når man tager MT1650 stålbånd anvendelse i DLG-7For eksempel justerer de fleste produktionsbrugere værdien af den hydrauliske måler på 00X1400 fra Shanghai Rubber Machinery No. 1 Factory til omkring 15~20 MPa. Derudover vil de specifikke værdier også være forskellige på grund af de forskellige diametre af de hydrauliske cylindre, der anvendes af tromlevulkanisatoren til at understøtte forlængervalserne. Kontakt venligst udstyrsproducenten for de specifikke værdier, der er angivet i den hydrauliske tabel for tromlevulkanisatoren.
For det andet tror mange brugere, at jo tykkere stålbæltet er, desto længeredens levetidfør du køber det, hvilket faktisk er en misforståelse. Selvom det tykke stålbælte kan modstå stødet fra hårde genstande i materialet og ikke let kan producere store huller, har det tykke stålbælte en stor bøjningskurvatur, som er mere følsom over for træthedsskader forårsaget af gentagen bøjning, og bøjningsspændingen er større, så det tykkere stålbæltehar muligvis ikke en længere levetid.
Derudover er det ikke tilrådeligt at justere trykket til den værdi, der kræves til produktionen, efter installationen af stålbåndet, og trykket bør gradvist øges indtil normal drift. Stålbåndets temperatur bør også gradvist øges for at reducere den indre spændingsdeformation forårsaget af termisk udvidelse og sammentrækning, og varmeapparatet bør ikke startes, når vulkaniseringsmaskinen er stoppet med at køre.
Endelig, hvis følgende betingelser er opfyldter ikke opmærksomme påUnder brug er stålremmen også tilbøjelig til at blive beskadiget:
1) Alvorlig skade på stålbåndet forårsaget af forkert betjening. Hvis gummimaterialet delvist overlapper hinanden, vil fremmedlegemer, der ligner vedligeholdelsesværktøj, trænge ind i tromlevulkaniseringsmaskinen, hvilket resulterer i lokal deformation af stålbåndet og efterlader spor på produktets overflade.
2) Vedligeholdelsesintervallet er for langt, og stålbåndets overflade bør rengøres hver uge.
3) Dårlig kvalitet af vulkaniserede råmaterialer. Dette skyldes primært overdreven lokal belastning forårsaget af hårde fremmedlegemer i råmaterialet.
4) Udstyret fungerer ikke korrekt. For eksempel kan en afvigelse i stålbåndet forårsaget af forskellige årsager føre til, at stålbåndet krøller.
5) Kanten af stålbåndet danner enskarpvinkel, hvilket forårsager spændingskoncentrationen og revner
6) Stålbåndet er dårligt rengjort,medfremmedlegemer, der klæber til stålbæltets indre overflade
7) Gummiproduktet er smallere end stålbåndets bredde, og kanten af det vulkaniserede gummiprodukt udøver kraft på den samme position af stålbåndet i lang tid.
8) Amplituden på den manuelle justeringsrulle er for stor, eller tromlevulkaniseringsmaskinen justeres ofte
Nogle relevante beregninger om tromlevulkaniseringsmaskiner
1. Tromlediameter og -længde
Tromlevulkaniseringsmaskinen fuldfører opvarmning, tryksætning og vulkanisering af produktet på vulkaniseringstromlen. Derfor er diameteren og længden af vulkaniseringstromlen en af de mest repræsentative parametre.
- De almindelige specifikationer for hovedtromlens diameter er 350, 700, 1000, 1500 og 2000 mm. Diameterforholdet mellem hovedtromlen og slavetromlen er: D0 = 2/3D, og slavetromlen D0 bør ikke være for lille, da det ellers vil påvirke trykbåndets bøjningsudmattelseslevetid. D0 er for stor, maskinen er klodset og ubelejlig at betjene. Baseret på ovenstående analyse er diameteren af hovedtromlen D til ståltrådslimbåndet, D=700~1000 mm, passende.
- For tynde stålbånd er D=1500~2000 mm passende. Længden af hovedtromlen,
- Baseret på bredden af det vulkaniserede produkt bør der samtidig tages højde for stivhedsproblemet, derfor bør forholdet mellem længde og diameter ikke være for stort. Generelt er L/D=1~3 passende.
For det andet, trykbæltets længde og tykkelse
- Trykketbælteer hovedkomponenten for at sikre produktets vulkaniseringstryk, og dens bredde bestemmes af den maksimale bredde af det vulkaniserede produkt.
- Trykkets længdebælteberegnes i henhold til vulkaniseringsmaskinens struktur, og når længden L aftager, forlænges trykkets levetidbæltefalder proportionalt.
- Tykkelsen af trykbæltet påvirker også direkte stålbæltets trækstyrke, bøjningsstyrke og udmattelseslevetid. Derfor vil det direkte påvirke tromlevulkaniseringens ydeevne, uanset om det er egnet eller ej.
- Den beregnede optimale værdi for δ er:
δ =(PDD0 /2E)1/2
δ – trykkets tykkelsebæltecm
P-Vulkaniseringstryk kg/㎠
D-Vulkaniseringstromle diameter cm
E-Stålbåndets elasticitetsmodul kg/㎠
D0 – Den minimale rullediameter, som trykbåndet passerer igennem, normalt cm i diameter af de øvre og nedre justeringsruller eller spænderuller
3. Beregning af stålremmens spænding
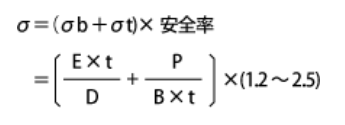
E: Elasticitetskoefficient (kgf/mm2)
P: Stålremspænding (kg)
D: Remskivediameter (mm)
B: Stålbåndbredde (mm)
T: Stålbåndets tykkelse (mm)
For eksempel, Shanghai Rubber nr. 1 fabriksstandard lille tromle svovl, lille tromlediameter på 400 mm, stor tromlediameter på 700 mm, cylinderdiameter på 100 mm. Tryk på 20 MPa. Størrelsen på stålbåndet er: 7650 * 1,2 * 1380 mm, så beregningen er: billede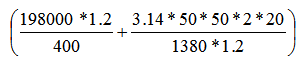 = 783,61 (mindre end flydespændingen på 1100 MPa ved svejsningen)
= 783,61 (mindre end flydespændingen på 1100 MPa ved svejsningen)
σ bør være lavere end styrken af stålbåndets svejsede position
Hvis du har spørgsmål eller har brug for yderligere information, er du velkommen til at kontakte os ~
Opslagstidspunkt: 11. marts 2025